Дефект «Голова на подушке» — ограниченные возможности рентгеновского контроля
Одной из главных проблем при работе с этими корпусами, особенно с большими BGA, SiP и компонентами с мелким шагом, является несистемное коробление платы во время пайки оплавлением. Эти коробления могут приводить к потере контакта между некоторыми шариковыми выводами и отпечатку паяльной пасты в определенных этапах пайки оплавлением. Из-за чего в результате могут образоваться паяные соединений неправильной формы, проявляющиеся в виде плохого слияния шарика с припоем пасты или вовсе отсутствием контакта. Данный дефект называется «Голова на подушке» (англ. «Head-on-Pillow», далее по тексту — HoP) и относится к типу трудноопределимых дефектов.
В этом исследовании рентгеновский контроль использовался в качестве первого шага для обнаружения преднамеренно вызванных дефектов HoP, вторым шагом применялся отрыв BGA для проверки дефектов HoP и корреляции обнаружения неисправностей между двумя методами. Результат ясно показывает, что многие из паяных соединений, классифицированных как дефекты HoP при рентгеновском анализе, вообще не имеют признаков HoP после контроля на отрыв. Это наглядно иллюстрирует трудность определения допустимого и не допустимого дефекта HoP при использовании рентгеновского контроля.
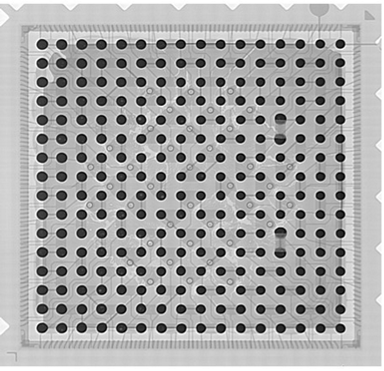
Рентгеновское изображение из исследования HoP приведено на Рисунке 1.
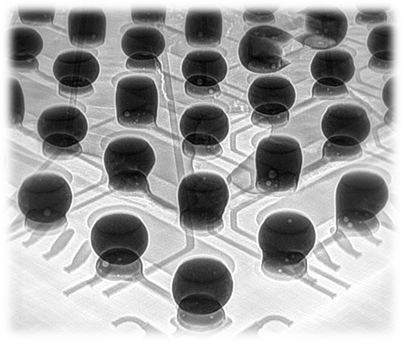
Рисунок 1 – Рентгеновское изображение исследования HoP
Наше исследование нацелено на понимание того, на сколько рентгеновский анализ является надежным методом для поиска дефекта «Голова на подушке».
I. Вступление
Эта статья основана на проведении теста паяльных паст, целью которого было найти пасту с низким или нулевым содержанием галогенов, и которая могла бы заменить паяльную пасту с более высоким содержанием галогенов. При использовании “более слабого” флюса в пасте существует риск уменьшения смачивания припоя к площадкам на печатной плате, к выводам компонентов. Поэтому было проведено множество различных испытаний на смачивание. Одной из таких оценок смачивания был тест на дефект HoP, который проводился по методу впервые представленному Фрэнком Маршем и др.[i]
При анализе паяных соединений в тесте на дефекты HoP были обнаружены значительные различия между рентгеновским контролем и контролем на отрыв, которые ясно показывают, насколько сложно определить данный тип неисправности.
II. Методология
Для создания дефекта HoP на один край помещаются два чип-компонента после трафаретной печати перед монтажом компонента BGA (см. Рис.2)
После установки двух чип-компонентов BGA компонент монтируется поверх них, как показано на Рисунке 3.

Идея этого метода оценки дефектов HoP заключается в том, что разные ряды шариков припоя BGA будут соприкасаться с флюсом паяльной пасты в разное время в процессе пайки оплавлением. Некоторые шарики припоя будут соприкасаться с флюсом паяльной пасты с самого начала, в то время как другие не соприкоснутся до тех пор, пока припой полностью не расплавится и не “охватит” компоненты микросхемы.
В ходе этой оценки были выполнены следующие действия:
- Измерения компонентов и плат
- Подготовка трафарета, программы установки компонентов, термопрофиля пайки оплавлением и т.д.
- Трафаретная печать тестовых плат
- SPI-контроль трафаретной печати паяльной пасты
- Установка двух чип резисторов для каждого тестового BGA компонента
- Установка BGA микросхем
- Конвекционная пайка оплавлением в воздушной атмосфере
- Рентгеновский контроль и анализ
- Отрыв BGA и анализ результатов
- Сравнение результатов рентгеновского снимка и контроля на отрыв
A. Пояснение выбранной методологии
Использование вышеописанной методологии для сравнения влияния различных паяльных паст к HoP требует обширных знаний о корпусах, печатных платах, используемых материалов и процессах сборки. Вот параметры, которые должны быть известны и находиться под контролем:
- Высота шариков припоя BGA
- Высота чип-компонента
- Компланарность выводов BGA
- Высота отпечатков паяльной пасты
- Величина вдавливания компонента в паяльную пасту при монтаже
- При выборе относительно небольшого компонента BGA и симметричной компоновки платы коробление во время пайки оплавлением в этом случае окажет незначительное влияние на результат.
III. Тестовый образец
Для определения дефектов HoP использовалась тестовая плата, разработанная первоначально для проверки пустоты паяного соединения. Для теста симуляции дефектов HoP были использованы чип резисторы 0402 и BGA-256 с шагом 1,0 мм. Были протестированы девять различных паяльных паст SAC305, безотмывных, типа 4 (наименованием от A до I).
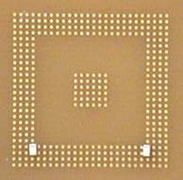
A. Тестовая плата
Двухслойная печатная плата, толщина 2,1 мм, финишное покрытие иммерсионное золото (ENIG). На каждой плате были площадки для BTC/MLF компонентов, трех разных BGA, а также большой PA-транзистор. Но для данного теста на HoP был применен только один тип BGA на плату. Также использовалась мультипликация из двух плат.
Для выбранного BGA компонента площадки на плате не ограничены паяльной маской (NSMD). Диаметр контактных площадок 0,41 мм и вырез паяльной маски 0,53 мм.
Тестовая плата показана на Рисунке 4.
A. Тестовые компоненты
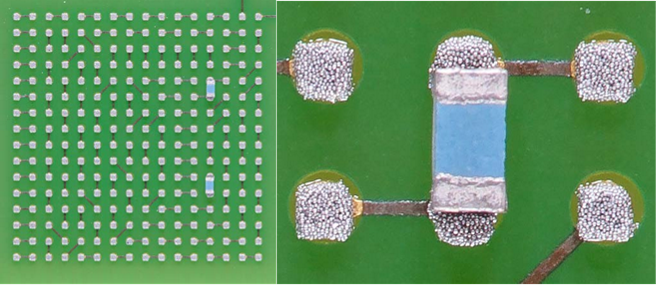
В этом тесте использовались стандартные корпуса BGA-256 и чип резисторы 0402. Изображения тестовых компонентов показаны на Рисунке 5.
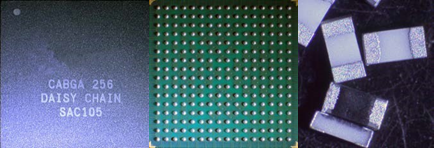
Шаг выводов BGA 1,0 мм с последовательным соединение выводов (Daisy-chain), выводы из припоя SAC105, длины сторон корпуса 17 мм. Высота шариков BGA перед пайкой варьировалась от 0,36 до 0,39 мм.
Высота резисторов варьировалась от 0,29 до 0,32 мм.
IV. Сборка
Процесс сборки начинался с нанесения паяльной пасты для BGA с последующим размещением чип резисторов 0402 и компонентов BGA256. Собранные тестовые платы были спаяны оплавлением в воздушной атмосфере.
A. Трафаретная печать
В процессе трафаретной печати использовался вырезанный лазером из нержавеющей стали трафарет толщиной 0,127 мм (5 мил) с квадратными апертурами 0,41 мм и радиусами углов 0,05 мм.
Высоты и объемы напечатанной пасты для каждой платы и для каждой паяльной пасты были измерены с использованием производственного оборудования SPI.
Пример типичного распределения высоты паяльной пасты для одного из протестированных образцов паст показан на Рисунке 6.
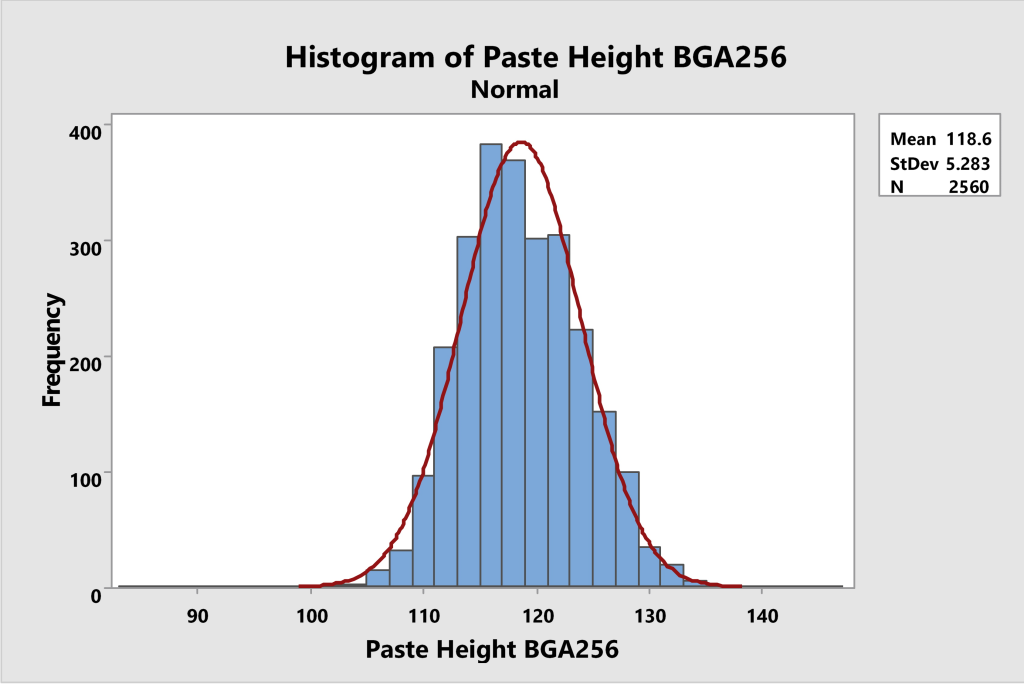
Все протестированные паяные пасты показали стабильное распределение пасты по высоте и объему на площадках BGA.
B. Установка компонентов
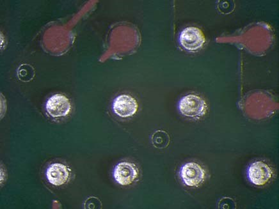
После трафаретной печати и SPI-контроля были установлены два чип резистора 0402 на четыре контактных площадки для каждого BGA, см. Рисунок 7. Обратите внимание, что чип резисторы 0402 были повернуты на 90˚ по сравнению с исследованием, описанным на Рис.2 и Рис.3. Сделано это для того, чтобы получить одинаковое давление от шариков BGA на оба конца чип резисторов одновременно, что сводило к минимуму риск “надгробного камня” 0402 под BGA корпусом.
Контроль размещения чип резисторов 0402 перед установкой BGA256 проводился вручную.
Изображение BGA256, размещенного на узле с двумя чип резисторами 0402 под ним, показано на Рисунке 8.
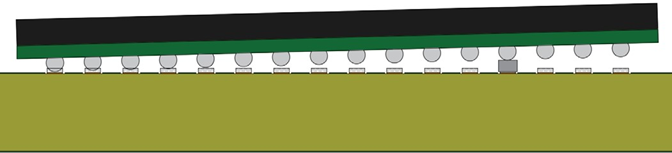
Отдельные измерения размещения чип резисторов 0402 и корпусов BGA256 показали, что компоненты микросхемы были вдавлены в печатную паяльную пасту настолько сильно, что их общая высота после размещения составляла от 0,36 мм до 0,38 мм. Это означает, что, начиная с пятого или шестого ряда слева на Рисунке 9, шарики припоя не соприкасаются с паяльной пастой до тех пор, пока паяльная паста и шарики припоя BGA не начнут плавиться.
B. Пайка оплавлением
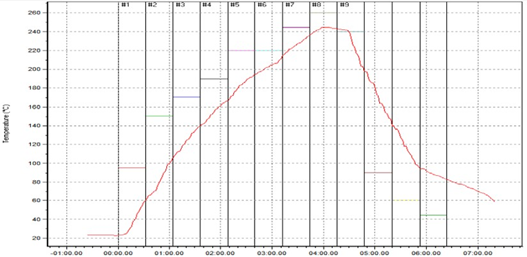
Пайка оплавлением выполнялась в двенадцати-зонной конвекционной печи в воздушной атмосфере с использованием профиля оплавления, который подходил для всех протестированных паяльных паст. Температурный профиль паяного соединения BGA приведен ниже:
- Время превышения ликвидуса для шариков припоя SAC105: 75 с
- Время между 150-220°C: 94 с
- Максимальная скорость: 2,0 ˚C/с
- Пиковая температура: 245 ˚C
- Пик достигнут через 4 мин 0 сек
- Профиль пайки оплавлением показан на Рисунке 10.
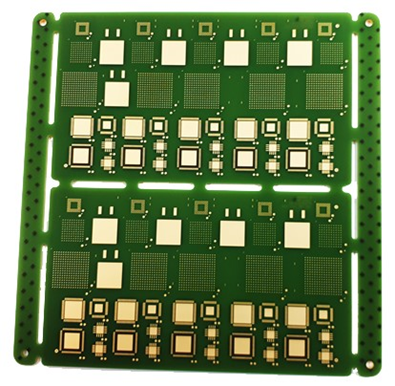
B. Результаты сборки
Проверка тестовых плат показала положительные результаты при правильно размещенных компонентах, хорошем смачивании и хорошо сформированных паяных соединениях. Пример собранной панели тестовой платы с тестируемыми на дефекты HoP корпусами, обведенными темно-синим цветом, можно увидеть на Рисунке 11.
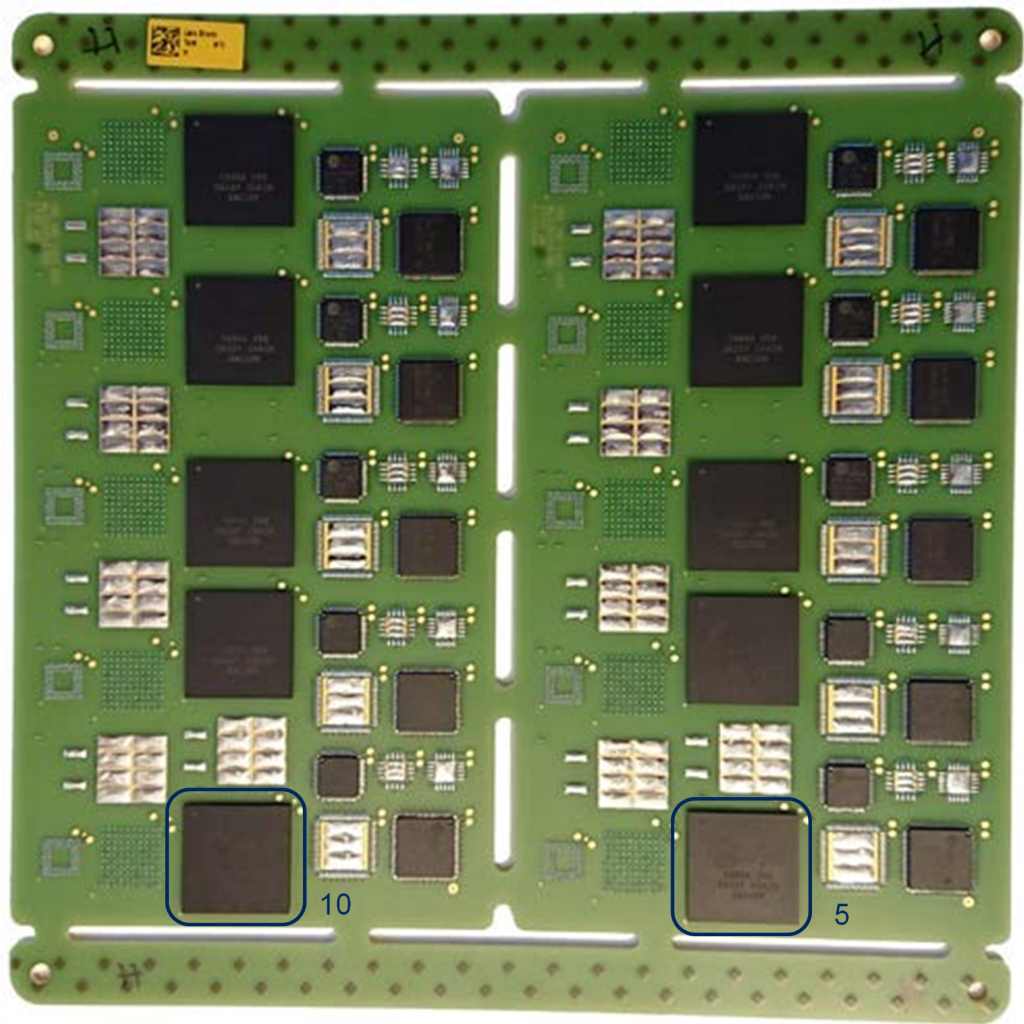
Позиции корпусов с дефектами HoP №5 и №10, см. Рисунок 11.
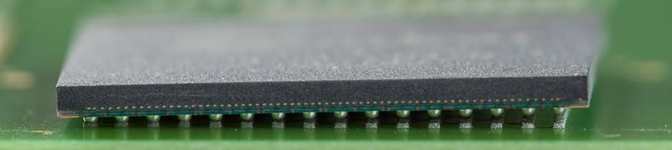
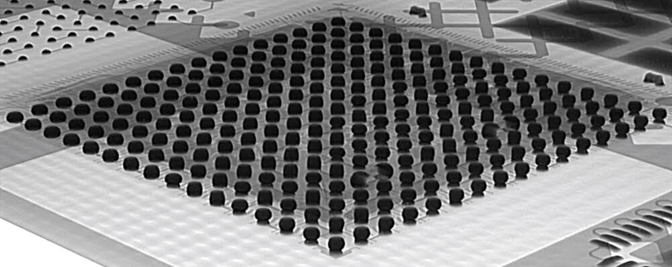
Изображение с видом сбоку после оплавления паяного тестового BGA 256 показано на Рисунке 12. Обратите внимание на разницу в расстоянии между паяными соединениями слева, находящимися дальше всего от предварительно размещенных чип-компонентов 0402, и паяными соединениями справа, которые находятся ближе к компонентам микросхемы.

Все тестовые платы были собраны успешно.
V. Рентгеновский контроль HoP
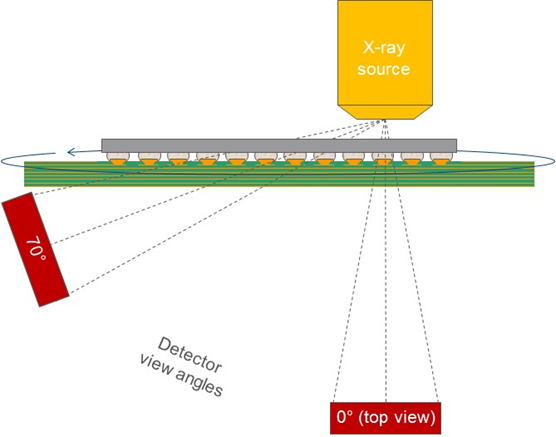
Рентгеновский контроль является наиболее распространенным неразрушающим методом проверки скрытых паяных соединений BGA. В этом исследовании применялось современное рентгеновское оборудование 2D/2.5D с наклонным обзором до 70˚ и поворотом образца на 360˚, см. Рис. 13.
При этих проверках BGA рентгеновский детектор был наклонен на 70˚, а стол для проверки образцов повернут на 45˚. Пример изображения, полученного при одном из рентгеновских обследований, показан на Рисунке 14.
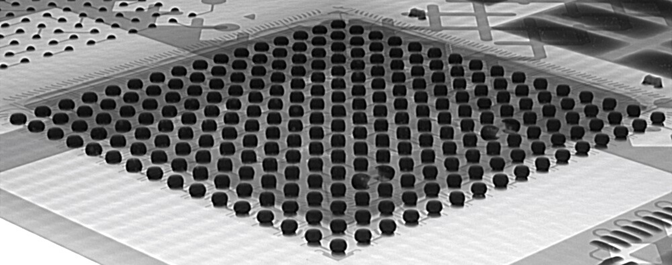
На Рисунке 14 видны чип резисторы 0402, расположенные под BGA 256, а также различные формы паяных соединений.
Тот же BGA, что и на Рис. 14, показан на изображении с видом сверху (наклон 0˚) на Рис. 15.
Два чип резистора 0402 также видны на Рисунке 15 и ясно показано, как увеличиваются наиболее удаленные от компонентов микросхемы диаметры паяных соединений, если смотреть на них слева рентгеновского изображения. Больший диаметр паяного соединения является признаком меньшего сопротивления.
А. Критерии качества дефекта HoP при рентгеновском контроле
При проверке рентгеновских изображений паяных соединений, которые были сформированы после размещения и пайки корпусов BGA256 на участках компонентов, содержащих по два чип резистора 0402 каждый, необходимо было точно решить, какие формы паяных соединений следует рассматривать как потенциальные дефекты HoP. Некоторые из полученных соединений могли быть классифицированы как дефекты “разорванного паяного соединения” или “сужения/пояса” в соответствии с «IPC-A-610 Критерии приемки электронных сборок», но во многих случаях трудно провести грань между этими двумя типами ошибок и дефектами HoP. Таким образом, все эти три типа ошибок были классифицированы как дефекты HoP в соответствии со следующими критериями.
Дефекты HoP:
- Паяные соединения с двумя различными структурами — плохое/отсутствие слипания между паяльной пастой и шариком BGA
- Паяные соединения с “поясом” в нижней части соединения — неполное смачивание между паяльной пастой и шариком BGA
Примеры изображений с паяными соединениями, которые были определены как дефекты HoP при рентгеновском контроле, показаны на Рисунке 16.
Паяные соединения, определенные как хорошие и без дефектов, имели полное смачивание благодаря единой структуре паяного соединения, сформированной между контактной площадкой платы и площадкой BGA со стороны компонента.
Примеры удачных паяных соединений (без дефекта HoP) показаны на Рисунке 17.
Примеры наилучших и наихудших паяльных паст в этом исследовании HoP показаны на Рис. 18 и Рис. 19.
Как видно на Рис. 18, все паяные соединения BGA несмотря на свою разную форму имеют единую структуру — с удлиненными паяными соединениями там, где сопротивление самое высокое, и более сжатыми паяными соединениями на стороне компонента, наиболее удаленной от чип резисторов 0402. Эта паяльная паста с самым лучшим результатом при оценке HoP, при этом никаких дефектов HoP обнаружено не было.
На Рисунке 19 можно обнаружить много дефектов HoP. Количество дефектов HoP к центральным паяным соединениям BGA уменьшается, а в рядах паяных соединений BGA с наименьшим отклонением от платы вообще нет дефектов.
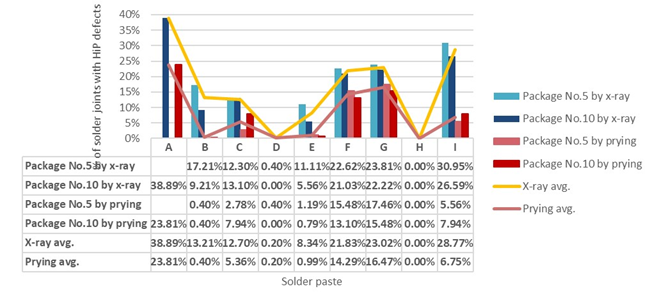
При невозможности определить HoP при данной оценке, 252 (256-4) паяных соединения BGA рассматривались как возможные дефекты. У лучшей паяльной пасты было 0% отказов (рентгеновское изображение, показанное на Рис. 18), а у худшей — 38,9% (рентгеновское изображение показано на Рис. 19). Таким образом мы пришли к выводу, что девять различных паяльных паст способны смягчать дефекты HoP. Краткое сравнение приведено на Рисунке 20.
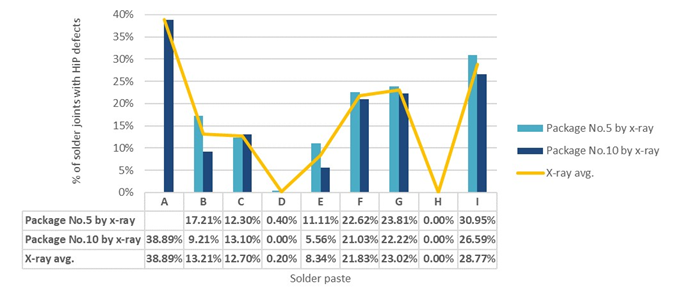
На Рисунке 20 показано, что способность к уменьшению HoP сильно отличается у девяти паяльных паст. Паяльная паста D и паяльная паста H, например, не имеют дефектов HoP (или близких к 0), в то время как паяльные пасты A и I имеют худшие показатели: предполагается, что около 30% или даже больше паяных соединений будут иметь дефекты HoP.
Обнаружение и определение дефекта HoP на рентгеновском снимке оказались трудны для выполнения и нуждались в дополнительной проверке. Для этого было проведены проверки на отрыв микросхем.
VI. Отрыв компонентов
Чтобы проверить дефекты HoP в этом исследовании, инспектируемые BGA оторваны от печатной платы, а затем были проверены как платы, так и сами компоненты. Отрыв микросхем BGA проводился начиная с края, наиболее удаленного от размещения чип резисторов 0402.
После отрыва компонентов было очень легко оценить реальные дефекты HoP с помощью микроскопа. При возникновении дефекта HoP шарик припоя BGA остается на стороне корпуса и имеет углубление от припоя на снятой подушке платы. На оставшемся шарике припоя нет трещин, а края шарика вокруг углубления гладкие. Пример дефектов HoP, проверенных путем отрыва компонента, показан на Рисунке 21.
При отрыве правильно сформированных паяных соединений BGA шарики чаще всего полностью удаляются вместе с медными площадками платы или основания микросхемы. Эти паяные соединения также могут разорваться, оставив потрескавшиеся поверхности припоя как на плате, так и на корпусе.
Пример двух отсоединенных компонентов, спаянных паяльной пастой I, показан на Рисунке 22.
Путем отрыва тестовых компонентов BGA можно было бы выполнить простую и безопасную проверку дефектов HoP. Однако это разрушающий метод, который нельзя использовать на реальной продукции.
VII. Сравнение рентгеновского контроля и контроля на отрыв
При подсчете реальных дефектов HoP после отрыва всех тестовых компонентов можно провести сравнение между ранее оцененными дефектами HoP, обнаруженными с помощью рентгеновского снимка.
Краткое изложение этого сравнения приведено на графике на Рисунке 23.
Как видно на Рис. 23, различия между дефектами, обнаруженными при рентгеновском контроле и после отрыва компонентов, могут быть большими. Поскольку критерии HoP, использованные рентгеновском анализе, также включали трещины в паяных соединениях и дефекты “сужения”, предполагалось, что при выполнении сложных оценок рентгеновского изображения следует ожидать несколько больше дефектов HoP по сравнению с проверенными дефектами HoP после отрыва. По оценкам было обнаружено соотношение по меньшей мере 70-80% правильно верифицированных дефектов HoP. Однако во многих случаях различия были сильно больше, что показано в Таблице 1.
Таблица 1 – Соотношение частоты дефектов HoP: сравнение контроля на отрыв с рентгеном
Очевидно, что многие паяные соединения, которые на рентгеновском контроле выглядят как дефекты HoP, на самом деле не являются таковыми.
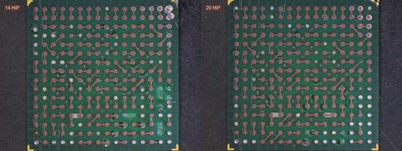
Были проведены сравнения рентгеновских изображений и изображений под микроскопом после извлечения компонентов. Один угол корпуса BGA из этого сравнения показан на Рисунке 24.
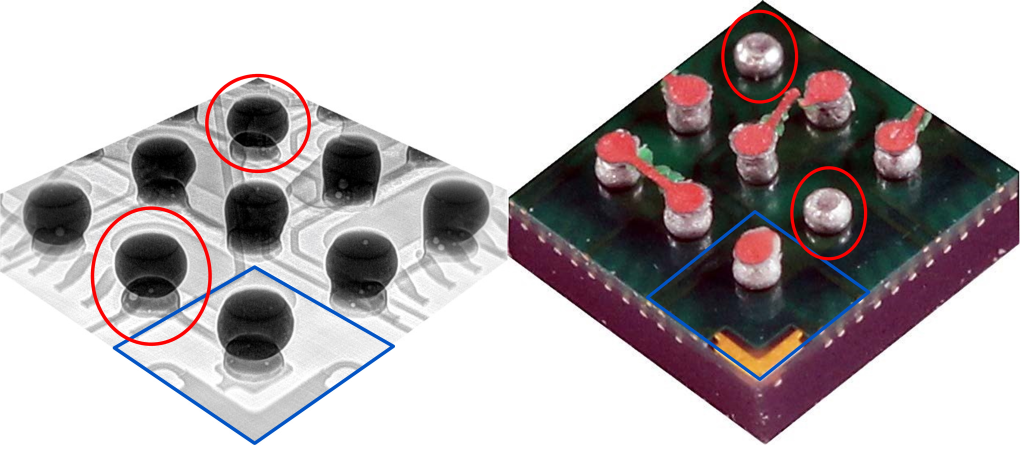
На Рисунке 24 все девять паяных соединений BGA были оценены как дефекты HoP при анализе рентгеновского изображения. Однако после отрыва только два из них были признаны настоящими дефектами HoP. Остальные семь паяных соединений были достаточно прочными, чтобы даже снять медные площадки и дорожки на плате.
На Рисунке 25 показано угловое паяное соединение компонента внутри синего квадрата на обоих изображениях на Рис. 24.
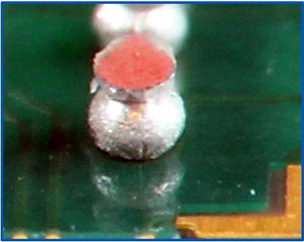
На рентгеновском изображении, показанном на Рис. 24, некоторые из паяных соединений визуально имеют частичное слипание шарика и припоя из пасты. Но, изучая рентгеновских изображений этих соединений BGA, невозможно увидеть какие-либо различия между двумя дефектами HoP и, например, угловым паяным соединением в синем квадрате (Рис. 24 и Рис. 25).
VIII. Обсуждение
Предыдущие разделы статьи показывают, что практически невозможно гарантировать обнаружение всех дефектов HoP, используя только рентгеновский контроль в качестве технологии обнаружения. То, что можно увидеть на рентгеновском снимке — паяные соединения BGA в “форме HoP”. И эти паяные соединения обладают высоким риском иметь меньшую прочность и надежность, чем полностью смоченные и однородные выводы.
В IPC-A-610G[ii], Критерии приемки электронных сборок, раздел 8.3.12.3, дефекты HoP показаны только на фотографии и едва ли возможно визуально их увидеть, кроме как на крайних выводах BGA, и этот стандарт не дает никаких указаний при интерпретации рентгеновских изображений. Основным критерием дефекта в этом стандарте является “шарик не смачивается для пайки”, с которым легко согласиться. Однако “перетяжка/сужения” в паяном соединении BGA также рассматривается как дефект (но не классифицируется как HoP), и этот дефект чаще всего можно обнаружить с помощью современного рентгеновского оборудования.
Изображения вида сбоку, используемые для отображения дефектов HoP и паяных соединений BGA с “перетяжка/сужениями”, приведены на Рисунке 26.

Несмотря на то, что рентгеновские снимки не могут с уверенностью сказать, смачивались ли шарик и припой вместе, эти снимки чаще всего могут показать, когда в паяных соединениях есть “перетяжка/сужение”, которая также может квалифицироваться как дефект.
IX. Выводы и рекомендации
Наше исследование показало, что появление трещин, ”перетяжек” и трещиноватых дефектов паяного соединения трудно отличить друг от друга с помощью рентгеновского контроля. Поскольку эти ошибки могут возникать как вдоль внешних рядов BGA, так и под центральными частями корпуса, критерии оптического контроля вида сбоку, указанные в IPC-A-610, недостаточны в качестве критериев качества. Следовательно, для следующего пересмотра IPC-A-610 рекомендуется использовать критерий рентгеновского контроля, основанный на рассмотрении любой “перетяжки/сужения” в паяных соединениях BGA как дефекта.
X. Список использованной литературы
[i]Characterizing the Relationships Between a Solder Paste’s Ingredients andits Performance on the Assembly
Line: Head-in-Pillow Testing, Frank Murch, Derek Moyer, Krupali Patel, John McMaster, Steve Ratner,
Martin Lopez, Heraeus Material Technology, SMTAi Conference 2011
[ii]IPC-A-610G, Acceptability of Electronic Assemblies, IPC October 2017
Head-on-Pillow defect detection 2.07 MB